

All materials are temperature dependent, but some more than others: metals tend to be crystalline solids and will melt at sufficiently high temperatures; in contrast,... Continue reading
Return to previous page
Category: Best Practices
I get this question a lot: how well can the Endurica software predict fatigue life? Is it as good as a metal fatigue code, where... Continue reading
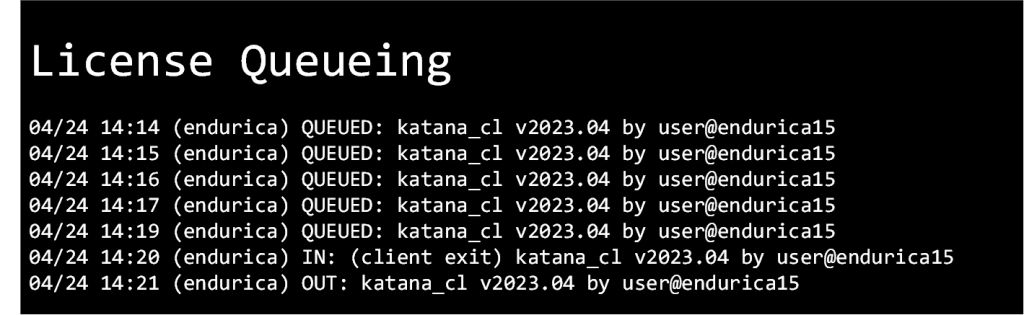
Design optimization studies are driving a need to support the efficient management and execution of many jobs. This is why we are announcing that Endurica’s... Continue reading
We’ve just added a new output to the Endurica fatigue solver: Safety Factor. This feature makes it simple to focus your analysis on whether cracks... Continue reading

So, you’ve got a tricky durability problem to solve, a budget, and a deadline. Let’s look at a helpful framework for sorting which Endurica workflows... Continue reading
The old saying “loose lips sink ships” is as true in product development as it is in war. Maybe more so – while warships are... Continue reading
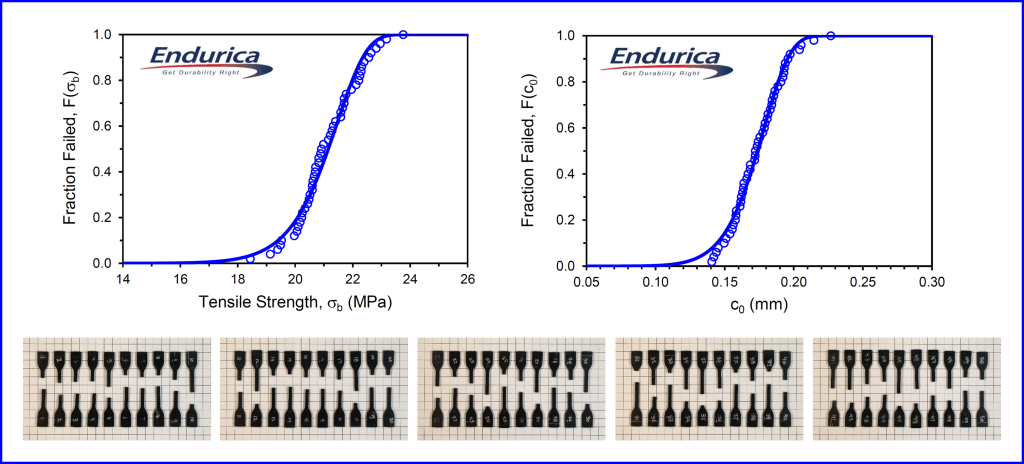
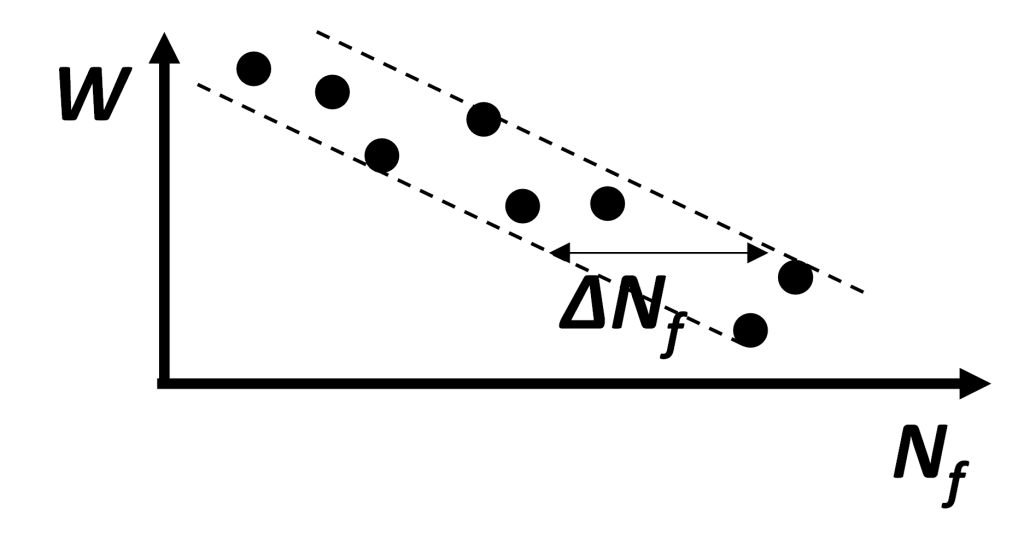
A brand promise of durability (i.e. fitness for service over a suitable period) doesn’t mean much unless it is delivered reliably (i.e. with high consistency). ... Continue reading
Ever thought about what it takes to deliver the durability you expect from products you use? Durability reflects the combined sum of many decisions made... Continue reading
Ever wonder what it takes to consistently deliver quality and reliability in our software releases? Here’s a brief overview of the systems and disciplines we... Continue reading