

All materials are temperature dependent, but some more than others: metals tend to be crystalline solids and will melt at sufficiently high temperatures; in contrast,... Continue reading
Return to previous page
Category: Uncategorized
Once a year, we ask our users to weigh in on what we can do to further improve your experiences with the Endurica fatigue solvers. ... Continue reading
We’ve just added a new output to the Endurica fatigue solver: Safety Factor. This feature makes it simple to focus your analysis on whether cracks... Continue reading

2020 is burned in all our minds as a chaotic and tough year. Just like the rest of the world, Endurica staff experienced times of... Continue reading
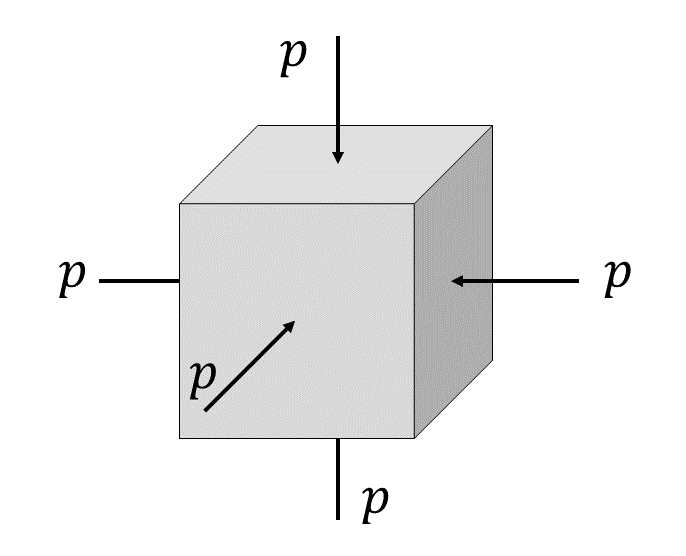
A question was recently put to us regarding the effects of cyclic hydrostatic loading on rubber. In hydrostatic loading, no shearing stresses are present, and... Continue reading
Welcome to the Endurica blog, written by founder William Mars, Ph.D. These earlier posts (AND MANY MORE) are available on Will’s LinkedIn page: Tire... Continue reading