
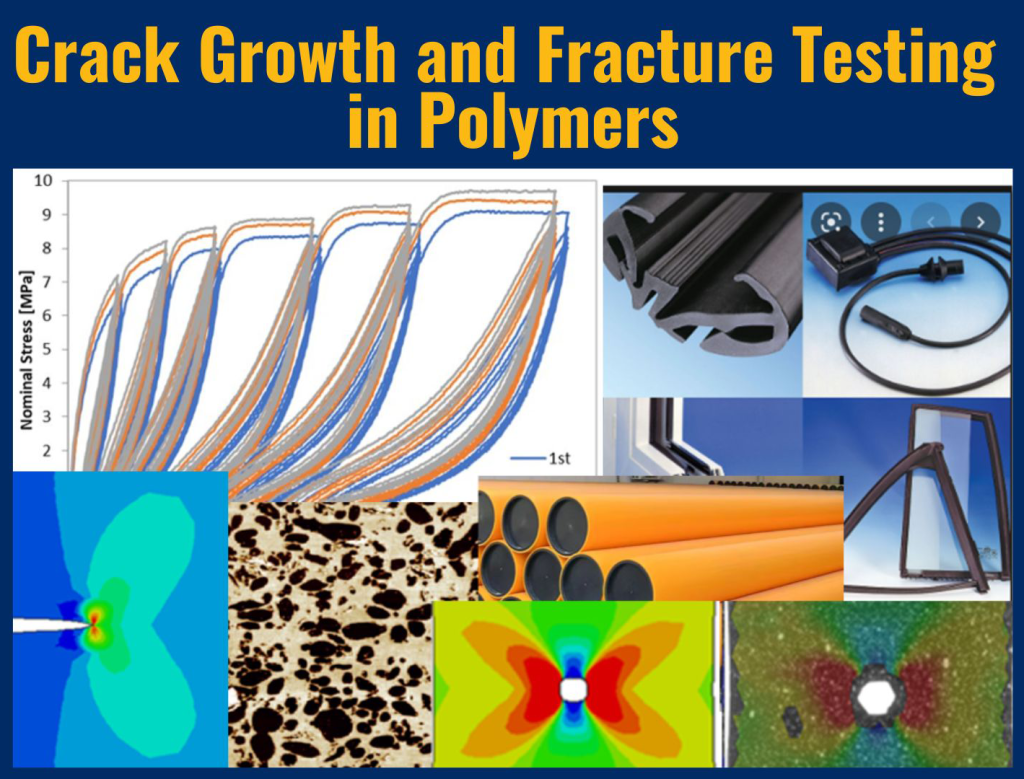
My PhD work at the University of Wisconsin was on crack growth in high density, high molecular weight polyethylene (HDHMWPE) used in natural gas distribution... Continue reading
Return to previous page
Category: FEA
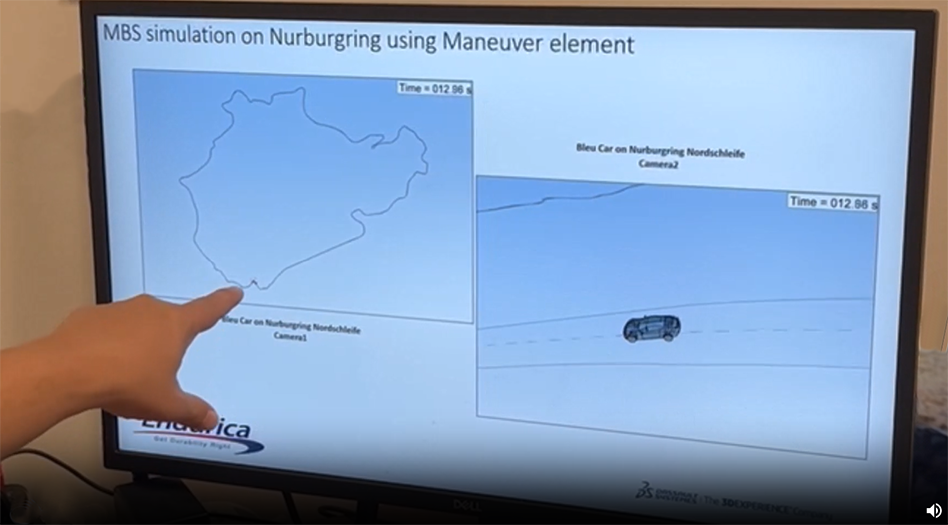
It was May of 2023, and Will Mars had just given a presentation on “Virtual Qualification of the Durability Performance of an Elastomeric Mount with... Continue reading

All materials are temperature dependent, but some more than others: metals tend to be crystalline solids and will melt at sufficiently high temperatures; in contrast,... Continue reading

Wow – this year has really been one of many firsts for Endurica. We had our first ever Community Conference in April, we started our... Continue reading

The load cases to be considered in fatigue analysis can be very lengthy and can involve multiple load axes. Often, load cases are much longer... Continue reading
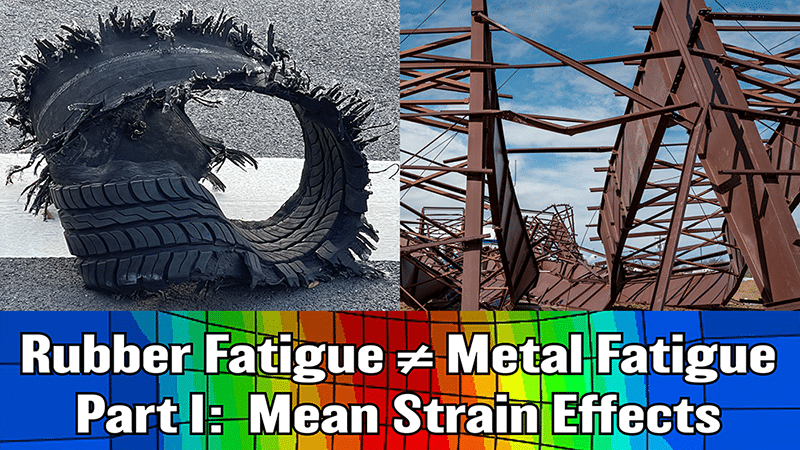
Rubber and metal are very different materials that exhibit very different behaviors. Consider the effect of mean strain or stress on the fatigue performance of... Continue reading
2023 marked year 15 for Endurica. If I had to pick one word to describe the past year, that word would be “vector”. Because magnitude... Continue reading
Overview The accuracy of the interpolated results performed by EIE is dependent on the discretization of the map. Specifically, the results will become more accurate... Continue reading
Endurica CL and fe-safe/Rubber provide several material models for defining cyclic crack growth under nonrelaxing conditions. Nonrelaxing cycles occur when the ratio R is greater... Continue reading
The relationship between crack nucleation and fracture mechanics experiments for polymers was first documented in 1964 by Gent, Lindley and Thomas (Journal of Applied Polymer... Continue reading