

All materials are temperature dependent, but some more than others: metals tend to be crystalline solids and will melt at sufficiently high temperatures; in contrast,... Continue reading
Return to previous page
Category: Critical Plane Analysis

The load cases to be considered in fatigue analysis can be very lengthy and can involve multiple load axes. Often, load cases are much longer... Continue reading
Rubber and metal are very different materials that exhibit very different behaviors. Consider the effect of mean strain or stress on the fatigue performance of... Continue reading
In fatigue testing, R is the ratio of the minimum to the maximum occurring during one period of a cycle. If the mean value... Continue reading

There were several papers on fatigue life prediction for elastomers at SAE WCX 2022, but the highlight for us was this one from Automotive... Continue reading

2020 is burned in all our minds as a chaotic and tough year. Just like the rest of the world, Endurica staff experienced times of... Continue reading
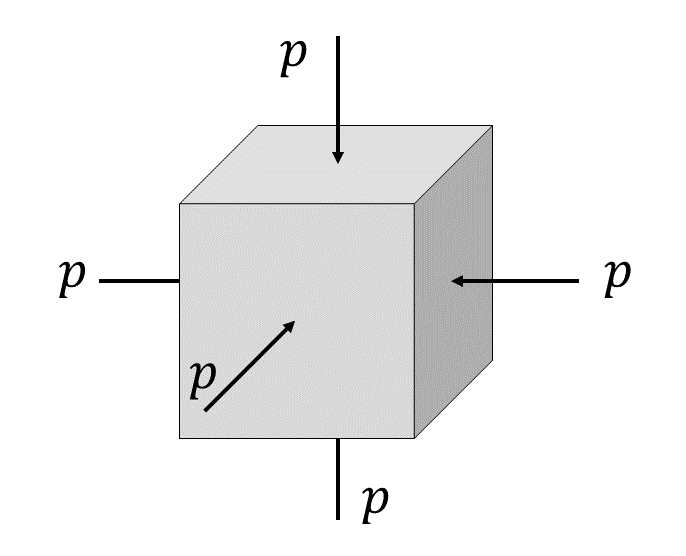
A question was recently put to us regarding the effects of cyclic hydrostatic loading on rubber. In hydrostatic loading, no shearing stresses are present, and... Continue reading

“Is it validated?” – that’s often the first question we hear after introducing our durability simulation capabilities. And for good reason, given the weight that... Continue reading

It has been 20 years since Critical Plane Analysis for rubber was first conceived and validated. There were early signs of its significance. It won... Continue reading
Because Endurica’s Critical Plane Analysis is a relatively new approach to fatigue analysis of elastomers (introduced in 2001), new users often ask whether its predictions... Continue reading
Showing 1–10 of 12 posts