
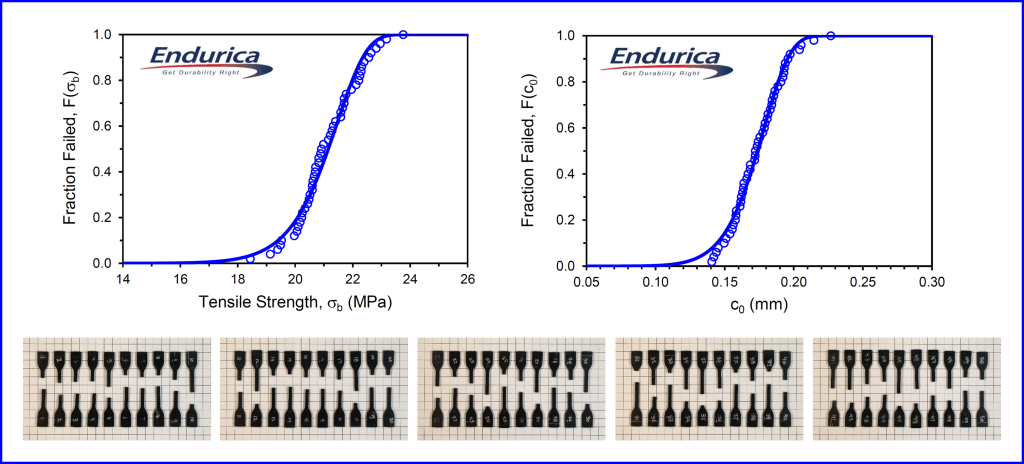
A brand promise of durability (i.e. fitness for service over a suitable period) doesn’t mean much unless it is delivered reliably (i.e. with high consistency). ... Continue reading
Return to previous page
Page 2
Ever thought about what it takes to deliver the durability you expect from products you use? Durability reflects the combined sum of many decisions made... Continue reading
When people ask me what Endurica does I tell them: You give us a computer file of one full use cycle of your design –... Continue reading

What value does your company gain by deploying product development resources one way vs. another when it comes to durability? R&D organizations are built around... Continue reading
Endurica uses a fracture mechanics based description of rubber’s fatigue behavior, rather than the classical Wohler curve (ie S-N curve) approach. This is why: 1)... Continue reading
Durability simulation is impacting product development business models in several big ways. There are cost and risk avoidance impacts. There is a time-to-market impact. There... Continue reading
Showing 11–16 of 16 posts