
Dr. Will Mars, founder and president of Endurica, challenged attendees to think beyond traditional boundaries and consider the many “Dimensions of Durability” that define product... Continue reading
Return to previous page
Tag: product development

In the September/October 2025 issue of the European Rubber Journal , Endurica was listed as having the second most important project for sustainability! The complete... Continue reading

Endurica is committed to building long-term, strategic relationships that support our clients’ success well beyond the initial purchase of a software license. In response to... Continue reading
William V. Mars, Ph.D., P.E. is a co-author of the article A Preliminary Conceptual Study for Coupled Thermo-Mechanical and Structural Characterization of Rim-Supported Run-Flat Tires which... Continue reading

All materials are temperature dependent, but some more than others: metals tend to be crystalline solids and will melt at sufficiently high temperatures; in contrast,... Continue reading

Wow – this year has really been one of many firsts for Endurica. We had our first ever Community Conference in April, we started our... Continue reading

The load cases to be considered in fatigue analysis can be very lengthy and can involve multiple load axes. Often, load cases are much longer... Continue reading
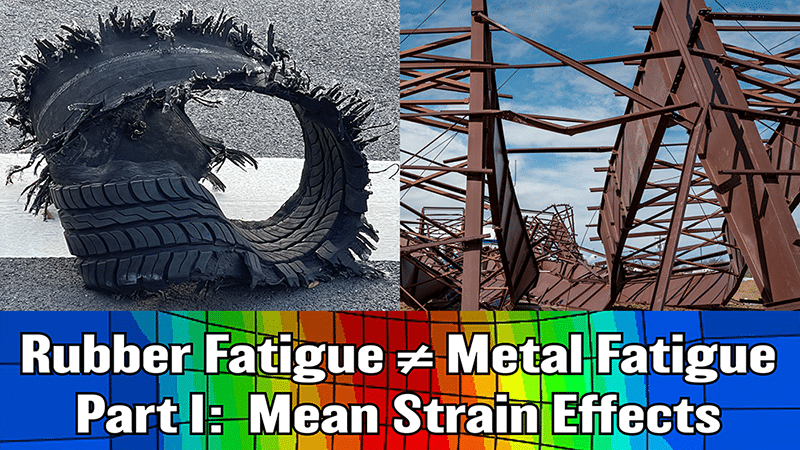
Rubber and metal are very different materials that exhibit very different behaviors. Consider the effect of mean strain or stress on the fatigue performance of... Continue reading
2023 marked year 15 for Endurica. If I had to pick one word to describe the past year, that word would be “vector”. Because magnitude... Continue reading

2 Minute Read | 400 Words I ran a marketing consulting business for 30 years before joining Endurica and tried to save clients from learning... Continue reading
Showing 1–10 of 18 posts