

The load cases to be considered in fatigue analysis can be very lengthy and can involve multiple load axes. Often, load cases are much longer... Continue reading
Return to previous page
Page 2
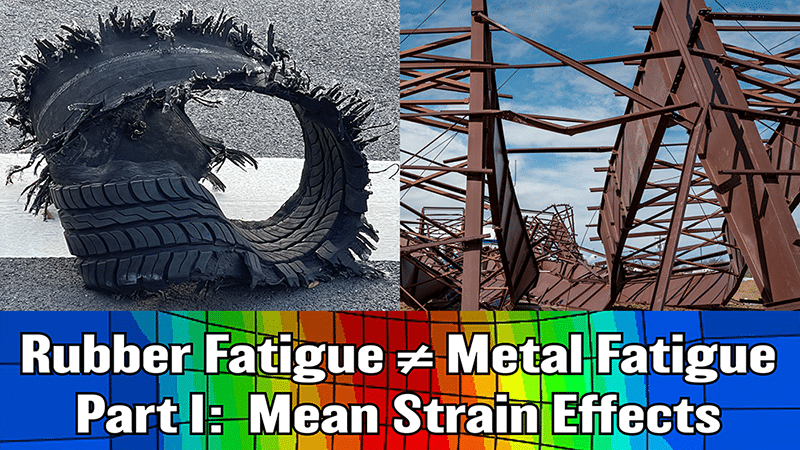
Rubber and metal are very different materials that exhibit very different behaviors. Consider the effect of mean strain or stress on the fatigue performance of... Continue reading
2023 marked year 15 for Endurica. If I had to pick one word to describe the past year, that word would be “vector”. Because magnitude... Continue reading

When there is rolling or sliding contact of a rubber surface over a second hard surface of sufficient roughness, localized cutting and damage of the... Continue reading
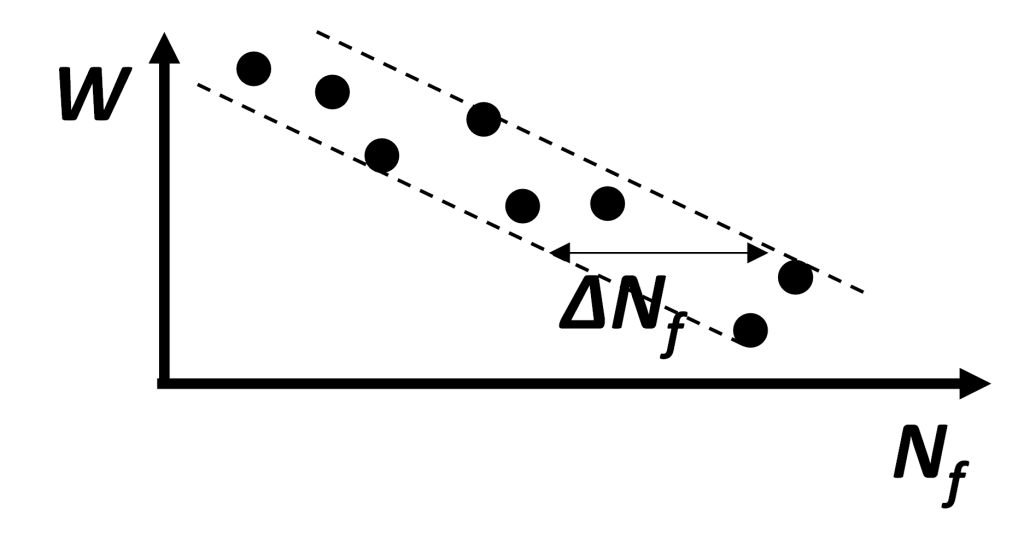
I get this question a lot: how well can the Endurica software predict fatigue life? Is it as good as a metal fatigue code, where... Continue reading
Our transition to a new software architecture is a vital move in navigating the dynamic technological landscape. In a recent webinar, we discussed the aspects... Continue reading
The topic of whether to use a crack growth method or a continuum damage method for product fatigue and durability assessment has long been debated.... Continue reading
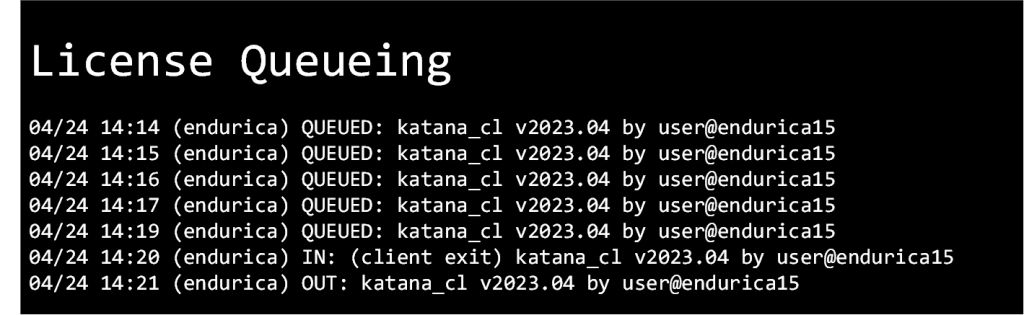
Design optimization studies are driving a need to support the efficient management and execution of many jobs. This is why we are announcing that Endurica’s... Continue reading
Crystallization requires the suppression of molecular mobility, which in natural rubber can happen either by reducing the temperature or by increasing the strain. Crystallization of... Continue reading
“We have always done it this way.” No longer simply a hated phrase, this statement is a warning of impending disaster. Entropy – the disorder... Continue reading
Showing 11–20 of 56 posts