 Road load signals are notoriously difficult to work with. The signals feature so many different time increments that it becomes too much to directly model efficiently in FEA. It is difficult to tell which portions of the loading do the most damage. Experimental fatigue testing would be too time-consuming and costly to run on the full complex road load signal. For these reasons simplifying road loads into block cycle schedules has become the gold standard for working with road load signals. Experimental testing and FEA modeling are more manageable when using a block cycle schedule instead of the full road load signal. Traditional methods of converting a road load signal to block cycle schedule can often fall short. Endurica recently added a built-in method in the Endurica CL software that uses the power of critical plane analysis and rain-flow counting to automate block cycle creation.
Road load signals are notoriously difficult to work with. The signals feature so many different time increments that it becomes too much to directly model efficiently in FEA. It is difficult to tell which portions of the loading do the most damage. Experimental fatigue testing would be too time-consuming and costly to run on the full complex road load signal. For these reasons simplifying road loads into block cycle schedules has become the gold standard for working with road load signals. Experimental testing and FEA modeling are more manageable when using a block cycle schedule instead of the full road load signal. Traditional methods of converting a road load signal to block cycle schedule can often fall short. Endurica recently added a built-in method in the Endurica CL software that uses the power of critical plane analysis and rain-flow counting to automate block cycle creation.
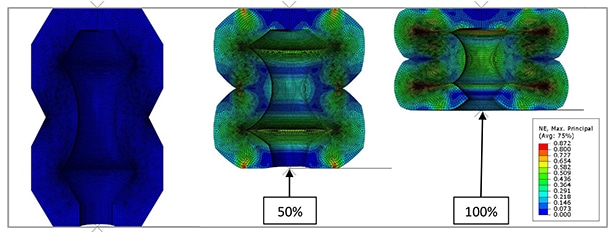
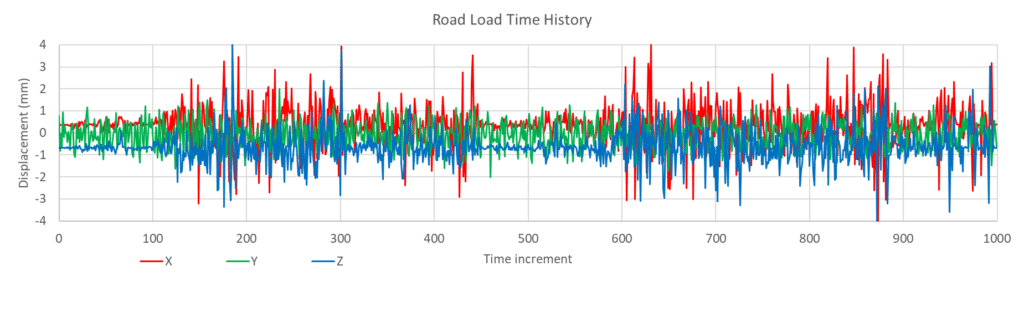
Let us dive into the process of block cycle creation using an example of a bushing and a road load history. The road loading history shown below contains results for loadings in 3 axes over a time history.
The first step in creating the block cycle schedule is solving for the strain history over the entire road load history. Fortunately, Endurica EIE comes to the rescue in solving for the long strain history. The road load time history does not need to be modeled directly in FEA. Instead, a map is run in FEA to solve for strain history within the bounds of the road loading. Endurica EIE quickly interpolates the strains from this map to create the full loading strain history. In the animation below the map points solved for in FEA are shown as black dots and the bushing traces out the path of the map.
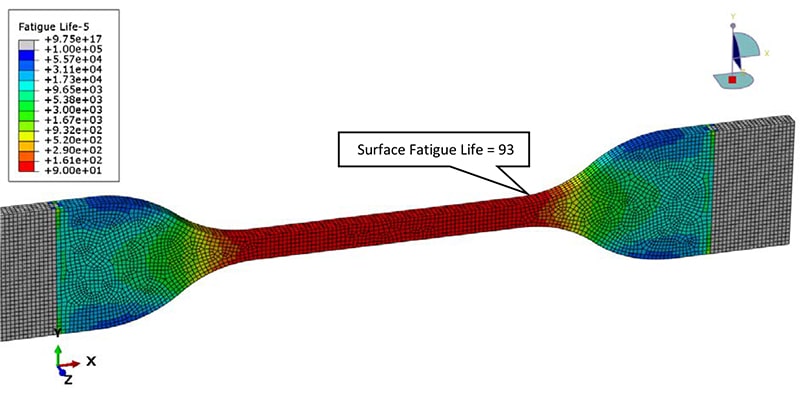
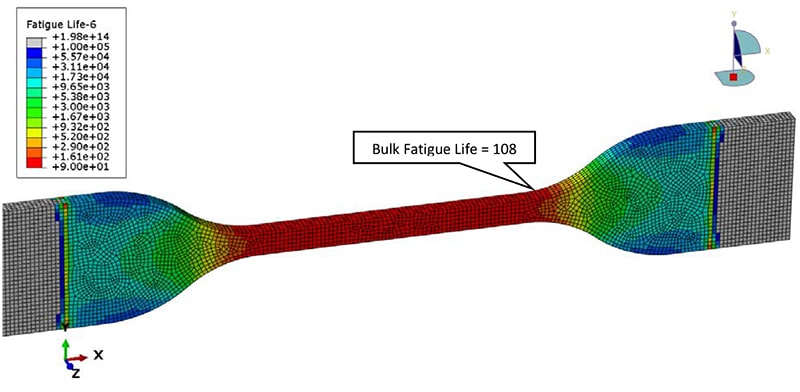
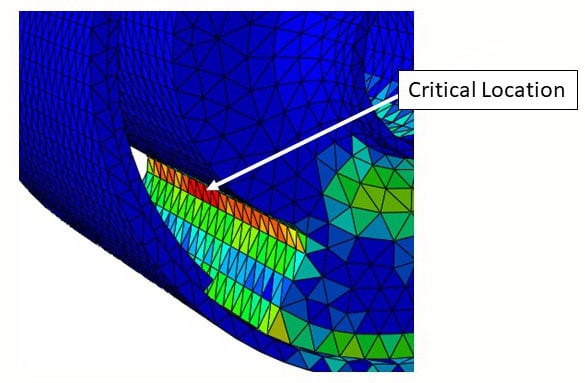
After the full road load strain history has been solved for in EIE the fatigue life for the road load signal is ready to be analyzed in CL. The fatigue analysis of the entire road load signal gives valuable insight into finding the critical location, developing the block cycle, and allowing the fatigue life of the block schedule to be validated against the fatigue life of the road load. The critical location of the bushing is shown in the image below:
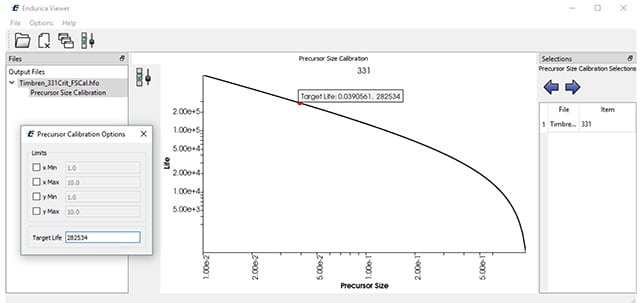
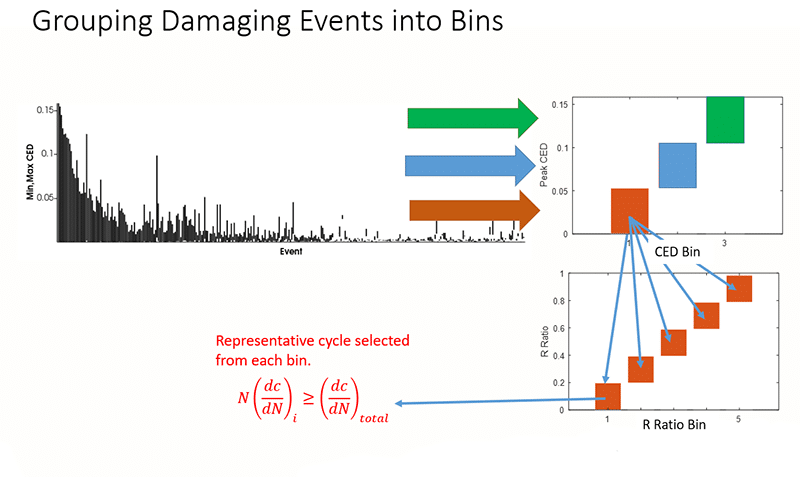
At the bushing critical location, all damaging events on the critical plane are taken into account when creating the block cycle schedule. The events are grouped into different bins categorized by two parameters: the peak CED and R ratio. The analyst remains in control by selecting the number of bins to group into. Each of the bins contains events with similar peak CED and R ratio that falls within the bounds of the bin. Within each bin, a representative cycle is identified that when repeated in the block schedule will contribute at least as much damage as all the various events in the bin. This selection process produces a conservative result that ensures that the block cycle will be at least as damaging as the road load.
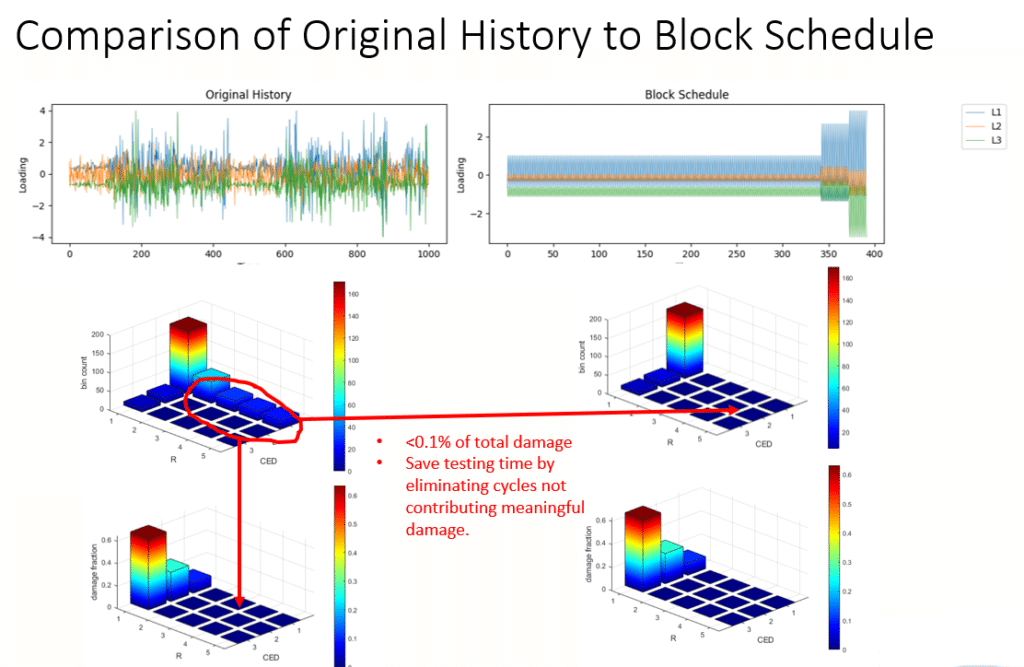
The bin results from the original history show the number of times each bin is repeated and the total damage from each bin. At this point, the bins that contribute insignificant damage can be safely eliminated from the block cycle schedule to save testing time and complexity without changing the results.
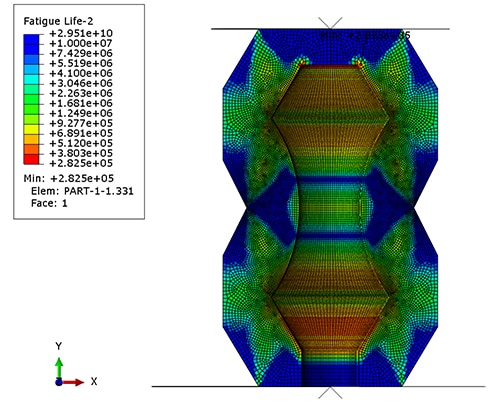
The simplified block schedule is then modeled to check the fatigue life vs the full road load signal. The results show that the critical location and fatigue life has been accurately maintained in the block schedule.
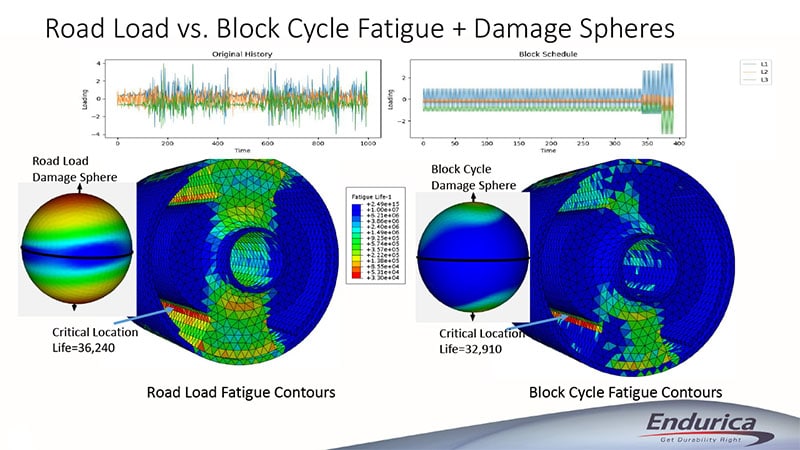
This automated block cycle creation procedure succeeded in producing a block cycle with the same critical location and very similar fatigue life. The block cycle selection was able to re-create the full road load signal using only three different loading blocks.
Endurica CL automated block cycle creation lets you take the guesswork out of block cycle creation and harness the proven power of Endurica fatigue analysis technology to get durability right.